鍛造の種類や特性を把握することは、製品仕様に応じた最適な加工法を選定するうえで重要です。
本コラムでは、鍛造の特徴や工程、他工法との違いを整理し、適用条件や材料選定の検討に役立つ視点を解説します。
目次
鍛造(たんぞう)とは
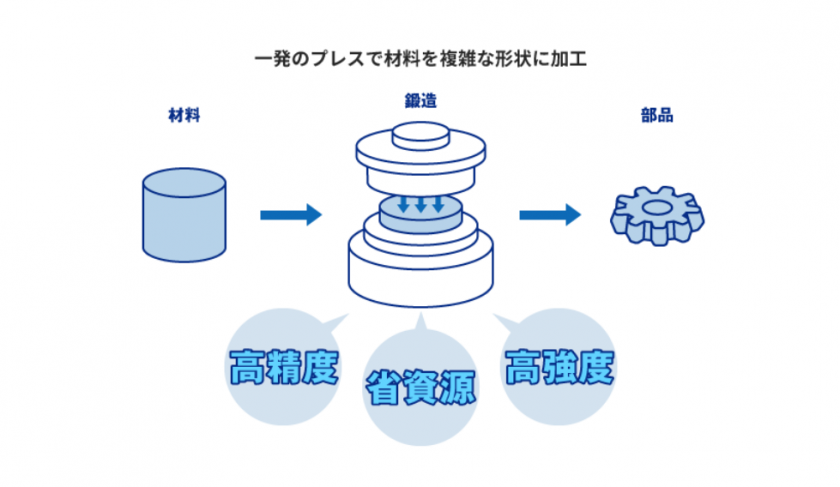
鍛造(たんぞう)とは、金属に圧力を加えて目的の形状に変形させる加工法で、切削のように材料を削るのではなく、素材を押しつぶして成形する「塑性加工」の一種です。
外力により変形した形状がそのまま保持される「塑性」という性質を活用して、強度や寸法精度に優れた部品をつくることができます。
鍛造にはさまざまな工法があり、加熱の有無や成形方法によって使い分けられています。
自動車や航空機、建設機械など、過酷な環境下で高い耐久性が求められる部品に多く活用されています。品質や性能を重視する製造現場において欠かせない加工方法です。
また、鍛造は古くから使われてきた技術でもあり、日本刀をつくる刀鍛冶の技術もその一例です。現代では、精密成形や工程の自動化が進み、より高効率で高精度な製品づくりが可能となっています。
塑性加工については、「塑性加工とは?金属加工の種類・特徴と製品例を紹介」で詳しく解説しています。
鍛造と鋳造との違い
鍛造と鋳造は、いずれも金属を成形する代表的な加工法ですが、加工の原理や製品の強度・精度・生産コストなどにおいて、それぞれ異なる特徴を持ちます。
鋳造(ちゅうぞう)とは
鋳造は、金属をいったん高温で溶かし、型に流し込んでから冷やして固める加工方法です。細かい模様や複雑な形状でも一度で成形できるため、中空構造や装飾性のある部品の製造に適しています。
また、比較的簡易な型で加工できるため、大きな製品や小ロットの生産でもコストを抑えやすいという特徴があります。
鍛造と鋳造の主な違いを、以下の表にまとめました。
鍛造と鋳造の比較表
| 項目 | 鍛造 | 鋳造 |
|---|---|---|
| 加工方法 | 固体金属に圧力を加えて成形 | 金属を溶かして型に流し込み、 冷却・固化させる |
| 強度 | 高い(組織が緻密化し、靭性も向上) | やや劣る(内部欠陥が生じやすい) |
| 寸法精度 | 高い(特に冷間鍛造は高精度) | 中程度(後加工を前提とする場合が多い) |
| 形状自由度 | 制限あり(中空・複雑形状は不向き) | 高い(複雑な中空構造も可能) |
| 材料歩留まり | 良好(切削を伴わず歩留まり90%以上) | やや劣る(湯道や押湯などによるロスが発生) |
| 製造コスト | 初期費用(主に金型費用)が高いが、 大量生産でコスト低減可能 | 型構造が比較的簡易なため、 初期コストを抑えやすく小ロット向き |
| 生産特性 | 高い(短サイクル・自動化により大量生産に適する) | 中程度(工程は長めだが、設計や数量への柔軟性が高い) |
この比較表から分かるように、鍛造は強度や耐久性が求められる製品を安定して大量生産するのに適した加工法といえます。
一方、鋳造は複雑な形状を一度で成形でき、小ロットや初期費用を抑えたい場合に向いているなど、異なる特徴を持っています。
その他の加工法との違い(切削加工・プレス加工)
ここでは、鍛造と切削加工・プレス加工の主な違いを簡単に整理します。
切削加工との違い
切削加工は、材料を削り取って目的の形状をつくる「除去加工」です。複雑な形状や精密な寸法調整に向いていますが、材料ロスが多く、生産効率の面では劣るという課題もあります。
一方、鍛造は素材を変形させて成形するため、歩留まりが良く、量産性にも優れています。
プレス加工との違い
プレス加工も塑性加工に分類されますが、主に板材の打ち抜きや曲げ加工に使われます。工程がシンプルで量産に適していますが、素材内部の構造強化までは期待できません。
鍛造では、金属内部まで圧力が加わることで、組織が緻密になり、強度の高い製品を得ることが可能です。
鍛造の種類とそれぞれの特徴
鍛造にはいくつかの種類があり、加工時の温度や成形の方法によって分類されます。ここでは、代表的な鍛造の種類と、それぞれの特徴や用途の違いについて整理します。
加工温度による分類
鍛造は加工時の温度に応じて、大きく3つの種類に分けられます。各手法の特性を押さえておくことで、適切な使い分けが可能になります。
熱間鍛造
鉄鋼材料の場合、約1100-1250℃の再結晶温度以上で行う鍛造です。熱間鍛造では、材料を高温に加熱することで柔らかくなり、力を加えても成形しやすくなります。そのため、大きな部品や複雑な形状にも対応しやすく、形がある程度仕上がっているため、仕上げ作業にかかる工数を抑えられます。
温間鍛造
約600-850℃の中間温度で行う鍛造です。難しい複雑な形状や、加工しにくい素材にも対応しやすいのが特長です。中間的な温度で行うことで、材料が柔らかくなり、成形しやすくなります。
冷間鍛造
常温で加工するため、材料の寸法変化を予測しやすく、高い寸法精度が得られます。また、高い圧力下で成形されることで、金型の形状が正確に製品へ転写され、優れた表面品質が実現できます。
冷間鍛造について詳しく知りたい方は「冷間鍛造の基礎知識 – メリット・適用材質・工程を解説」をご覧ください。
鍛造の温度別工法の比較表
| 種類 | 温度 | メリット | デメリット | 用途例 |
|---|---|---|---|---|
| 熱間鍛造 | 1100-1250℃ | 複雑形状や大型部品に対応可能 | 寸法精度が 冷間鍛造より劣る | 自動車エンジン部品 |
| 温間鍛造 | 600-850℃ | 冷間・熱間の中間的特性/成形しやすい | 温度管理など 工程制御がやや複雑 | 中型の機械部品など |
| 冷間鍛造 | 常温(室温) | 寸法精度が高く、 表面が滑らかに 仕上がる | 金型に高い負荷が かかり、複雑形状 には不向き | 小型ギア、ボルト |
成形方法による分類:型鍛造・自由鍛造・回転鍛造
鍛造は、力の加え方や使用する型によって、いくつかの成形方法に分類されます。代表的な3つの手法と、それぞれの特徴や用途を見ていきましょう。
型鍛造
上下の金型で材料を挟み、圧力を加えて成形する方法です。比較的複雑な形状も高精度に成形できるため、量産に向いています。金型には初期投資が必要ですが、生産数が多ければ単価を抑えることができます。自動車や機械の部品づくりに広く使われています。
自由鍛造
作業台(砧)や上部工具の間で、材料を自由に叩いて成形する方法です。金型の形状に依存しないため、コストを抑えられ、大型品や試作・少量生産に適しています。ただし、寸法のばらつきが出やすく、型鍛造より精度は落ちます。大型のシャフトや船舶部品などに使われています。
回転鍛造
回転鍛造は、材料又は金型を回転させながら一部ずつ圧力を加えて変形させる方法です。局所的に変形させるため加工時の負荷が小さく、材料の無駄も少なく済みます。主に中空構造や円筒形状の部品に適しており、対称性を持つ部品の成形に効果的です。そのため、タイヤホイールやベアリングレース、リングギアなど、回転対称で均一な厚みが求められる部品の製造によく用いられています。
鍛造のメリットとデメリット
鍛造は多くの製造現場で活用されていますが、適用にあたってはメリットとデメリットの両面を理解しておく必要があります。
鍛造の主なメリット
高強度・高耐久な製品がつくれる
金属の組織が圧縮により緻密化され、引張強さや疲労強度が向上します。
材料ロスが少ない
切削のように削って捨てる加工ではないため、材料の無駄が少なく経済的です。
完成品に近い形状に一度で加工できる
「ニアネットシェイプ(最終製品に近い形状での成形)」により、後工程(仕上げ加工)を最小限に抑えることができます。
大量生産に適している
金型を使用するため、同一形状の部品を安定的に量産できます。
寸法精度や表面品質にも優れる
特に冷間鍛造では、金型の形状がそのまま転写され、滑らかな仕上がりが得られます。
鍛造の主なデメリット
一方で、鍛造にはコストや形状自由度といった制約もあり、製品仕様や生産条件によっては、他の加工法の特性がより適する場合もあります。以下に、代表的なデメリットを整理します。
初期投資が必要となる
金型の設計・製作には高度な専門性と初期費用がかかるため、小ロット生産では1点あたりのコスト負担が大きくなります。
複雑形状や中空構造には制約がある
中空構造や薄肉形状など、自由度の高いデザインが求められる部品は、鍛造では成形が難しい場合があります。複雑な形状の一体成形が求められる場面では、鋳造など他の工法の方が適していることもあります。
材質によっては鍛造が困難な場合もある
鍛造は塑性変形を利用する加工法であるため、加工対象となる金属には一定の延性や加工性が求められます。硬度が高すぎる材料や脆性の強い材料では、成形時に割れや破損が生じるリスクがあるため、材質選定には注意が必要です。
鍛造に適した材料と加工工程
鍛造では、使用する金属の性質や加工工程が製品の品質に大きく影響します。ここでは、鍛造に適した代表的な材料と、主に温間・熱間鍛造における一般的な加工工程について紹介します。
鍛造に使われる主な材料(金属)
鍛造には、高い強度や延性を持ち、圧力をかけて変形させやすい金属材料が用いられます。代表的な材料は次の通りです。
鋼材(SCM440、S45Cなど)
構造用鋼の一種で、熱処理による硬度や強度の調整が可能です。自動車部品や産業機械の構成部品など、幅広い分野で使用されています。
アルミ合金(A2017、A7075など)
軽量かつ高強度な素材で、航空機部品や自動車の軽量化部品に適しています。耐食性や加工性に優れ、冷間鍛造にも対応できます。
その他の金属
ステンレス鋼、チタン合金、銅合金なども、用途に応じて選ばれます。たとえば、ステンレスは耐食性、チタンは軽量かつ高強度、銅は導電性など、それぞれの特性を活かした分野で活用されています。
鍛造工程の主な加工工程
加熱成形を行う温間鍛造・熱間鍛造では、加工前の準備から仕上げまで、一定のステップに沿って作業が進められます。ここではその代表的な流れを見ていきます。
1. 材料の切断
鍛造用の素材(丸棒、線材、板材など)を規定の長さや重量に切断します。
2. 加熱(熱間鍛造・温間鍛造の場合)
金属素材を適切な温度(熱間鍛造では1,100~1,250℃が目安)まで加熱します。冷間鍛造では加熱工程を省くこともあります。
3. 加工(成形)
加熱(または常温)の状態で金型に材料をセットし、ハンマーやプレス機で大きな力をかけて目的の形状に成形します。「自由鍛造」と「型鍛造」という種類があり、製品や目的によって最適な方法が選ばれます。
4. バリ抜き(トリミング)
型鍛造では、成形の際に発生する不要な金属(バリ)を打ち抜いて除去します。
5. 仕上げ・切削加工
必要に応じて切削加工で寸法精度を調整し、表面処理(ショットブラストや酸洗い等)を行います。
6. 熱処理・表面処理
所定の機械的特性を与えるため、焼入れや焼戻しなどの熱処理、めっきや黒染などの表面処理を行うことも多いです。
7. 検査・完成
寸法や品質検査、外観検査などを経て、最終製品として出荷されます。
加工温度や部品仕様に応じて細部は異なりますが、鍛造ではこのような工程を通じて、製品としての形状・性能が実現されます。
鍛造品の代表的な用途や部品例
鍛造は強度や耐久性が求められる部品に多く使われており、その用途は幅広い分野に及びます。どのような業界で、どのような部品に使われているのかを見ていきましょう。
業界別・鍛造品の使用例
| 分野 | 用途・部品例 | 要求される性能 |
|---|---|---|
| 自動車 | クランクシャフト、コンロッド、 ギア、ハブ、ナックルなど | 大きな力が加わるため、 強度と寸法精度が必要 |
| 航空機 | 主脚部品、エンジン支持構造、 翼構造部など | 軽さと同時に、高い強度と 金属疲労への耐性が求められる |
| 建設機械 | アーム、リンク、ピンなど | 重荷重や衝撃に耐える 強靭性が必要 |
| 産業機械 | シャフト、ギア、 ベアリング部品など | 長時間の稼働でも摩耗や変形が 起きにくい耐久性が求められる |
| 発電・エネルギー | タービンブレード、軸受、 圧力容器部品など | 高温・高圧環境下でも 寸法安定性と信頼性が必要 |
これらの用途に共通するのは、部品に高い耐久性や精度が求められる点です。たとえば、自動車や航空機では、走行中の衝撃や振動に耐えるための強度が不可欠であり、建設機械やエネルギー設備では、過酷な使用環境でも安定して機能することが求められます。
また近年では、自動車や航空分野を中心に、軽量化の流れを受けてアルミやチタン合金を用いた鍛造品の採用が進んでいます。これらの材料は加工が難しい一方で、鍛造によって強度を確保しつつ軽量化を実現できるため、エネルギー効率や燃費の向上にも寄与しています。
鍛造の特徴を知り、最適な加工法を見極める
鍛造は、金属に圧力を加えて成形することで、高い強度・寸法精度・耐久性を実現できる加工法です。冷間・温間・熱間といった温度条件や、型鍛造・自由鍛造といった成形方法により、製品仕様や生産条件に応じた柔軟な適用が可能です。
鋳造や切削加工と比較しても、材料の歩留まりや量産性といった面で優位性があり、適切な工法の選定は、製品の品質・コスト・納期に大きく影響します。
鍛造の特性を理解し、自社の製品要件に合った加工法を見極めることが、安定した生産体制の構築において重要な判断となります。
ニチダイは精密鍛造のパイオニアとして60年以上の実績を有し、冷間・温間・熱間鍛造まで幅広い技術に対応しています。
CAE技術と独自鍛造設計ノウハウを融合したトータルエンジニアリング体制により、ネットシェイプ(切削レス)での高精度・高品質な部品づくりを支援します。
工法の選定に迷っている方や、複雑形状の成形、金型寿命に関する課題をお持ちの方は、ぜひご相談ください。
開発初期から量産まで一貫して寄り添い、実現性と量産性を両立した最適な解決策をご提案しています。
詳細は以下をご覧ください。
精密鍛造金型の製品とネットシェイプ技術
精密鍛造品の量産や非鉄金属の精密鍛造化について
ニチダイのトータルエンジニアリング体制